- 您好,欢迎来到东莞市东方器度测量技术有限公司!

关于测针校验,你要了解的知识点全在这里
为什么要校验三坐标的测针
测头作为测量机的传感器,是坐标测量系统中非常重要的部件,三坐标测量机的工作效率、精度与测头密切相关,没有先进的测头,就无法发挥三坐标测量机大卓越功能,按测量方式,可将测头分为接触式(触发式)和非接触式两大类,本文重点讲的是触发式测头。正确选择和使用测针是影响三坐标测量机的测量精度的重要因素。测针安装在测头上,是测量系统中直接接触零件的部分,它与测头的通讯连接触发信号,如何选用合适的测针类型和规格取决与被测零件的特征,但是在任何情况下,测针的刚性和标准球度都是不可缺的,测针针杆一般用非磁性的不锈刚针杆或碳钨纤维针杆,以保证测针的刚性,测针的有效工作长度使得测针接触零件时可获得精确的测点位置,测针直径球头尺寸和测针有校工作长度的选取取决于被测零件,可能的情况下,选择测针直径尽可能大、测杆尽可能短的测针,以保证最大的测针/测杆距,获得最佳的有效工作长度和测针刚性。需要时可加长测杆以增大探测深度,但要注意的是,使用测针加长杆会降低刚性,从而减降低测量精度。
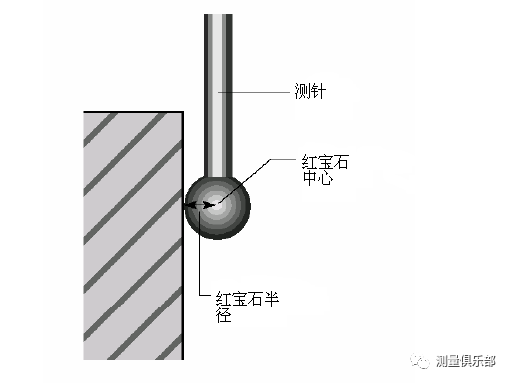
校验三坐标测针主要有两个原因:为了得到测针的红宝石球的补偿直径和不同角度测针位置与第一个角度测针位置之间的关系。三坐标测量机在进行测量任务时,是用三坐标测针的红宝石球接触被测零件的测量部位,此时三坐标测头(传感器)所发出触测信号,该信号进入光栅计数系统后,将此时的光栅计数锁存并发送到测量机控制柜中,工作中的测量机控制柜就会收到一个由三坐标X、Y、Z 坐标表示的位置点,这个位置点我们可以理解为是三坐标测针红宝石球中心的坐标,但它与我们真正需要的测针红宝石球心与工件接触点还相差着一个红宝石球的半径。为了准确计算出我们所要的接触点坐标,必须通过三坐标测头校验得到测针红宝石球的半/直径。
在实际测量零件中,零件是不能随意移动和翻转的,为了便于测量,需要根据实际情况选择测头角度和长度、大小、形状不同的测针(星型、拄型、针型)为了使这些不同的测头角度和长度、大小、形状不同的测针所测量的元素能够直接进行计算,要把他们之间的关系测量出来,在计算时进行换算,所以需要进行测针的校验。

测针校验的原理:
测针校验主要使用标准球进行。标准球的直径在 10MM 至50MM 之间,其直径和形状误差经过校准认证(一般三坐标厂家配置的标准球均有校准证书和精度报告)。
测针校验前需要对测头进行定义,根据测量机及测量软件配置要求,选择(输入)测座、测头(传感器)、加长杆、测针、标准球直径(是标准球出厂校准证书上的实际直径值)等,同时要分别定义其不同角度。
用手动、自动方式在标准球的最大范围内触测5 点以上(一般校准标准球推荐在5 点到13 点之间),触测点的分布一定要均匀。
三坐标测量机控制柜在收到这些点后(只得是红宝石球中心坐标X、Y、Z 值),进行标准球的拟合计算,得出拟合标准球的球心坐标值、标准球直径和形状误差。将拟合球的直径减去标准球的实际直径,就得出校准后测针宝石球‘直径’校准球是一个已知直径的标准球,校准测针的过程实际上就是对这个已知直径的标准球测量直径的过程,该球的测量值等于标准球的直径加测针的直径,这样就可以确定测针的直径(确切的讲应该是测针校正值)
当有其他不同角度、位置或不同长度的测针按照以上方法校验后,有各拟合球中心点坐标差别,就得出各个测头之间的位置关系,三坐标测量软件自动生成测头关系。当我们使用不同角度,位置和长度的测针测量同一零件不同部位的元素时,三坐标测量软件都把他们转化到同一个测头(通常是默认A:00、B:00)上,就像一个测针测量一样,凡是在经过在同一标准球上(未添加新的角度位置的)校准的测针,都能准确实现这种自动转换。

校准值比名义值小的原因:
在了解测头校准的原理后,我们就很容易解释测针校准值比名义值小的原因了。
1、触发式测针在原理上相当于杠杆结构。触测时,必须使测头传感器能够触发(相当于我们平常用的开关)才能发出信号。由于测针有一定的标准长度,所以在测针的红宝石球接触标准球后,还要运行一段距离,才能使传感器触发到信号,测针越长这段距离就越大。因此造成触发信号的延迟,使拟合球的直径小于红宝石球直径和标准球直径之和,当测量控制柜中的软件把拟合球的直径减去标准球直径(已输入标准球的实际值)后,我们得到的校验后的测针校验直径就比其名义值小。
2、测针在触测过程中,会有少许变形,加大了测量信号的延迟,也是造成这种现象的原因之一。
3、测头传感器在触发信号到达测量控制柜计数器时,需要的时间是固定的。但是在这段时间内光栅尺读数的变化率,与三座标测量机的触测速度有一定关系,触测速度快时,测针的校验直径就小,反之,触测速度慢时,测针的校验直径就大。这就是我们平常为什么要测量速度和校准测针速度一致的原因了。
校验测针要注意的问题:
测针校验后的校正直径小于名义值,不会影响三座标测量机的测量精度。相反,还会对触测延时和测针的变形起到补偿的作用,因为我们在用三坐标测量机测量过程中测量软件对红宝石球半径的修正(把测针红宝石球中心点的坐标换算到触测点的坐标),使用的是校正直径而不是名义直径。
在进行测针校验时,应该注意以下问题:
1、测座、测头(传感器)、加长杆、测针、标准球要安装可靠、牢固,不能松动,测座、测头(传感器)、加长杆、测针不能有间隙。检查安装的测针、标准球是否牢固后,要擦拭测针和标准球上的手印和灰尘,随时保持测针和标准球的清洁。
2、校验测针时,测量速度应与测量零件时的速度一致。注意观察校验后测针的直径(是否与以前同样配置时的校验结果有较大偏差)和校验时的形状误差。如果有很大的校验变化,则要查找原因或清洁标准球和测针。重复进行3 到4 次校正,观察其校验结果的重复数据,检查了测头、测针、标准球是否安装牢固,同时也要检查机器的工作状态。
3、当需要进行多个测针角度、位置及不同测针长度的测针校验时,校验后一定要检查其校验效果,方法是:全部定义的测针校验后,使用测标准球功能,用校验后的全部测针依此测量标准球,观察其球心坐标的测量变化,如有1 到3 个微米变化,则是正常的,如果变化比较大,则要重新检查测座、测头、加长杆、测针、标准球的安装是否牢固,测针和标准球上的手印和灰尘,这也是造成这种现象的重要原因。
4、更换测针(不同的三坐标测量机测量软件方法不同),因为测针长度是测头自动校验的重要参数,如果出现错误,会造成测针的非正常碰撞,轻者碰坏测针,重则造成测头(传感器)损坏。
5、正确输入标准球的实际直径。从以上所叙的校验测针的原理中可知,标准球直径值直接影响测针宝石球直径的校验值,虽然这是一个小概率事件,但是对初学者来说,这也有可能发生的。
测针补偿
三坐标经由测头(硬质测头或电子式触发测头)来触测零件以取得并收集测量数据,因为测针是利用测针球的圆周来触测工件,所以触测零件时测针球的球心点及测针的半径必须事先计算出来,此测针校验动作就是先用测针去触测标准球,当测针校验过后(测量软件已得知测针的球心位置跟半径尺寸),当测针接触到零件时,三坐标测量机控制柜接受的坐标值应是红宝石球头中心点坐标,显然,测量软件将自动沿着测针从接触点回退的方向加上一个红宝石球半径作为测量值。但该测量值是一个与测头的机械惯性有关的动态值。实际上,测量作为一个动态过程,其测量值应该考虑到从测针采点到实际向测量柜传送该点坐标值时发生的机器空间移动距离,在实际测量时,每测量一个元素,系统都可以自动区分红宝石球半径的补偿方向,计算正确的补偿半径,在采点开始后,测量机控制柜中的软件将沿着测针接触零件的方向上对红宝石球进行半径补偿。当你用测针去测量零件时,测量控制柜中的软件就会将测针的半径自动加减补偿,计算出正确的数值出来。
测针有效的碰点的方法
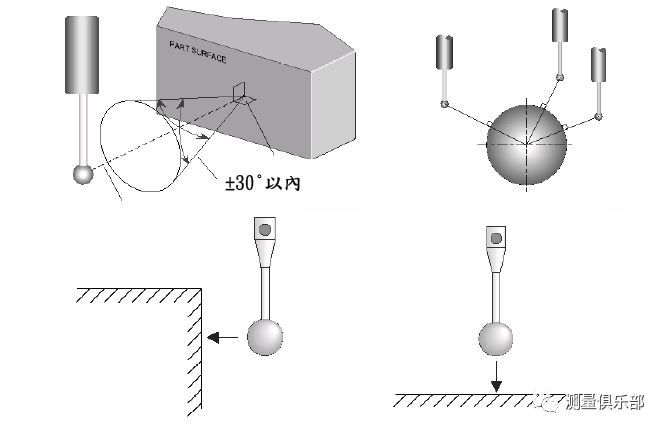
正确有效的使用测针来触测零件时,可以避免掉许多测量上不必要的误差产生。例如:用测针去碰触零件时应尽可能与零件的被测面保持垂直方向(如下图)。以三坐标测量机来说,触发测头最理想的使用方法就是用测针要垂直地去触测零件,当然零件完全保持垂直是不可能的,但是在触测取点时至少须保持与零件垂直面角度在±30º以内,以防止测针触测打滑而造成测量的精度不佳的情况产生。
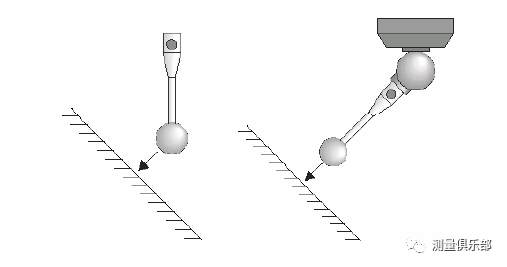
如下图示,如果你的测针在测量零件时,既不垂直也不平行的情况下,除了造成测量精度不佳外还会造成测量上很大误差产生。
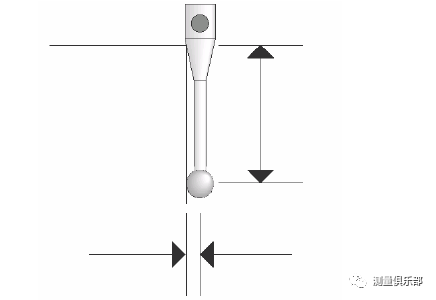
测量时,如果没有注意到测针的测杆有校长度的话,也有可能造成测量上极大的测量误差值产生。如下图
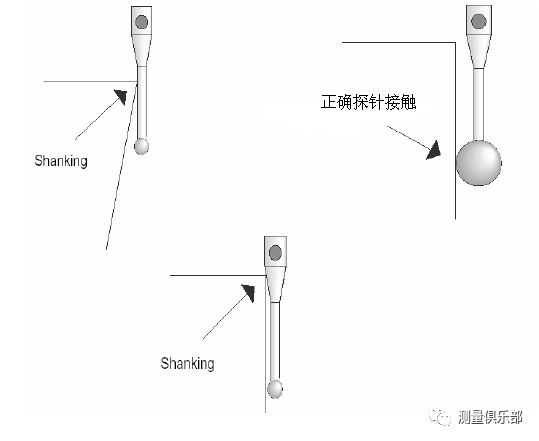
如果要有效地避免以上的问题,解决方式是将测头的球径加大或是将测针的有效加长杆长度加长。但是这两种方式都有缺点,球径太大对于小孔径的零件就没有办法测量,若是将测针的有效测量加长杆长度加长,有会造成测量上误差变大,所以如何选择适当的加长杆长度及测针球径来测量零件也是很重要的一件事。
随着企业生产效率不断的提高,在线测量产品要求也不断的随生产效率而快速发展其中,由于三座标测量机拥有强大在线测量功能使其发挥了不可替代的作用,但对于我们来说,三坐标测量机的测量功能使其掌握不完全具备,提高三坐的测量要求乃是测量的当务之急。三坐标测量机在进行测量工作之前要进行测针校验,这是进行测量之前必须要做的一个非常重要的工作步骤,因为测针校验中的误差将随机将加入到以后的零件测量值中。以上是本人在实践中的一些经验总结,有不便之处,欢迎大家批评指导、修改。
转载原:http://www.sohu.com/a/213766182_650045
